

Die Feilenherstellung |
|
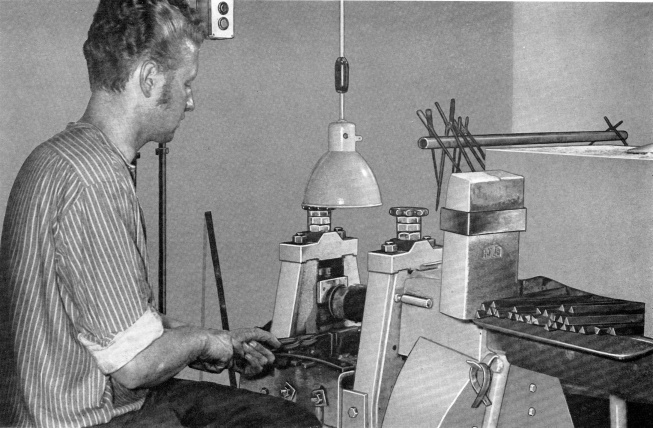
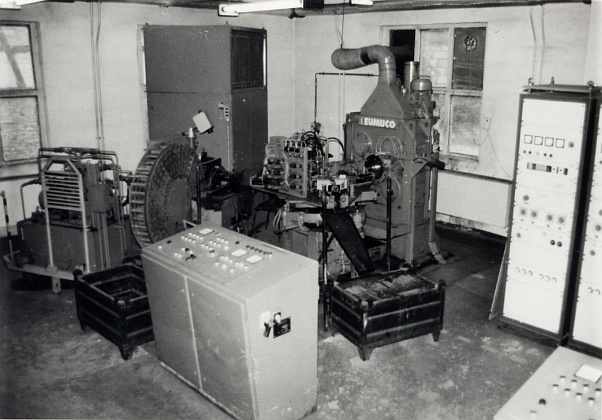
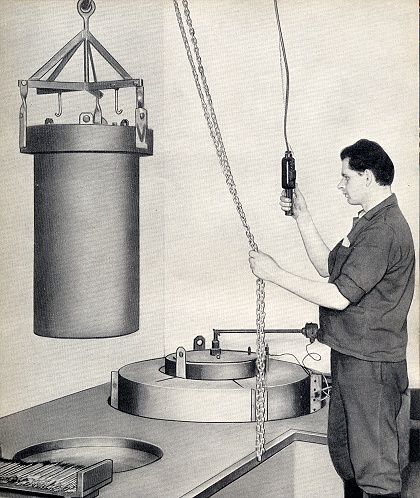
Zuschnitt Der Produktionsprozess beginnt mit dem Zuschnitt der Feilenrohlinge, dabei werden die 5 bis 6m langen Stangen aus Spezialfeilenstahl welcher in Bündeln vom Stahlwalzwerk kommt, in entsprechend kurze Zuschnitte zerteilt. Dabei wurden verschiedene Techniken und Maschinen verwendet. Mit einer größeren Exzenterpresse wurde der Stahl in Stücke von etwa 100 bis 300 mm (je nach Endprodukt) gebrochen. Gebrochen heißt auf kurzem Radius eingeknickt, durch die große härte des Rohmaterials bricht dieses dabei. Weiterhin kam eine handbediehnte Trennschleifmaschine (russisches Fabrikat) zur Anwendung. Zuletzt kam ein extra entwickelter Zuschnittautomat hinzu, der aber sehr störanfällig war. Für Schlüsselfeilen welche aus Blech gestanzt wurden war für das Zuschneiden der Blechtafeln eine große Schlagschere (russisches Fabrikat) vorhanden. Schmieden Die Angeln, also das spitze Ende welches später das Heft (Griff) aufnimmt und die Spitzen der Feilen falls sie sich verjüngen werden angeschmiedet. Bei mittleren und großen Feilen erfolgt dies durch Warmschmieden, früher ganz von Hand dann mit verschiedenen Hammermaschinen wie Lufthammer, Federhammer und Andere. Zuletzt kamen Walzenschmiedemaschinen und Schmiedeautomaten zum Einsatz. Kleine Feilen wie Schlüssel-und Nadelfeilen wurden auch Kaltgeschmiedet mit Kaltschmiedemaschinen (auch Hämmermaschinen genannt), oder kalt gepresst z.Bsp. mit einer 160t-Hydraulikpresse. Glühen Da der Feilenstahl sich beim Schmieden und anschließenden Abkühlen bereits aufhärtet muß er vor der Weiterverarbeitung wieder Weichgeglüht werden. Das heißt die Rohlinge werden in einem elektrischen Schachtglühofen bis zur Rotglut (ca.750 Grad) erhitzt und danach sehr langsam abgekühlt (ca. 72 Stunden). Vorrichten Beim Abschneiden, Schmieden und Glühen haben sich die Rohlinge mehr oder weniger verzogen und müssen vor dem Schleifen gerade Gerichtet werden. Dies erfogt von Hand mit einem metallbeschwerten Holzhammer auf einer Hartholzunterlage, teilweise mit einer Exzenterpresse. Schleifen Nun bekommen die Feilenrohlinge eine glatte Oberfläche durch Schleifen. Dazu gab es diverse Schleifmaschinen mit bis zu fast 2m großen Schleifsteinen. Die Rohlinge wurden waagerecht auf einem Magnettisch an den Stein geführt (Blumberg-Schleifmaschine), oder senkrecht in einem Spannrahmem jeweils zu 10 bis 20 gleichzeitg je nach Art und Größe, die Spitzen der Halbrundfeilen mußten von Hand einzeln angechliffen werden, die halbrunden Rücken auf Schabmaschinen (auch Schneidmaschinen genannt) auch wieder einzeln. Entgraten Die beim Schleifen entstandenen Grate wurden danach in einer Rüttelmaschine entfernt. Dazu kamen die geschliffenen Rohlinge Palettenweise in einen mit speziellen Steinen (ähnlich wie grober Kies 1 bis 2cm) gefüllten Rüttelbehälter, uner Zugabe von Wasser wurde hochfrequent grüttelt bis alle Kanten gleichmäßig entgratet waren, dann mußten die Rohlinge von Hand einzeln herausgelesen werden. Hauen Wer wichtigste Arbeitsgang bei Feilenherstellung ist das Hauen, dabei wird mit einem Meißel Hieb für Hieb in die Feile geschlagen. Je nach Anzahl der einzelnen Hiebe und Länge der Feile ergibt sich die Hiebzahl. Während man zu Anfang der Feilenherstellung die Hiebe mit Hammer und Meißel von Hand einschlug erledigten das später spezielle Haumaschinen, heute gibt es dafür Automaten. Nachrichten Da die Feilen beim Hauen mehr oder weniger große Krümmungen erhalten muß in einem weiteren Arbeitsgang die Geradlinigkeit wieder hergestellt werden. Die Methode ist die gleiche wie beim Vorrichten (siehe oben). Stempeln Hierbei wird mit einer Minipresse und einem gravierten Stempel das Erkennungszeichen der Fabrik, heute sagt man Logo, und die Hiebnummer zwischen Feilenblatt und Feilenangel eingeschlagen. Bei der Feilenfabrik Sangerhausen war das Mammut das Erkennungszeichen. Härten In der Härterei werden die vorgewärmten Feilen in einem Tiegelsalzbad auf 760 – 780° C gebracht und anschließend in Wasser abgeschreckt. Damit wird die notwendige Härte und Standfestigkeit des Erzeugnisses erreicht. Kleine und mittelgroße Feilen werden dazu in einen Klemmrahmen gesteckt um so eine größere Anzahl Feilen in einem Arbeitsgang behandeln zu können. Reinigen, Versiegeln Nach dem Härten durchlaufen die Feilen eine Reinigungsanlage in welcher die Härtesalzreste und andere Verunreinigungen mit heißem Wasser und Spezialreinigungsmittel entfernt werden. Um einen Rostschutz aufzubringen werden die Feilen in der gleichen Anlage abschließend in ein Bad mit Konservierungsmittel getaucht. Verpacken In der Versandabteilung werden die Feilen sortiert, endkontrolliert, teilweise mit Heften versehen und letztlich in Ölpapier, Packpapier, Kartonagen oder Kunststoff-Etuis und Holzkisten verpackt und versandfertig gemacht. |
 Cookie-Control :
Cookie-Control :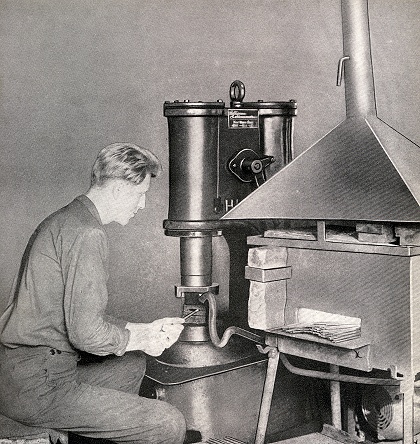{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}